



把金属板完全压在平板上总是不可能的。用铣床铣削的平面有平面度误差。为了解决这一问题,可以采用薄板夹紧法。
具体实施方法是:用两个夹板夹住弧形体,夹板通过销轴与两个压板连接,通过压板的螺钉拧在弧形体上。用铣床铣削时,将金属板放在弧体上端的弧上,向下压将金属板贴在弧体上,用同样弧径的飞刀将两侧压板夹紧后的上表面磨平,再将另一侧磨平。工件向下弯曲时,可靠近弧体,平面度误差小,加工精度高。它也可以一次从整个平面上夹紧和铣削出来,没有工具痕迹。采用三爪自定心卡盘作为铣削夹具。
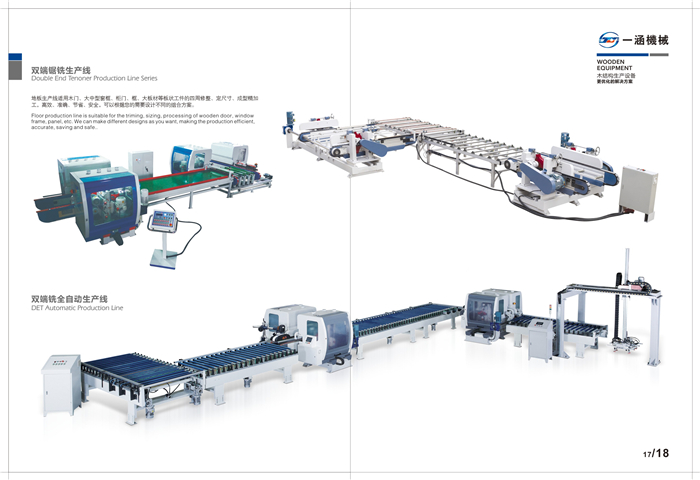
双端铣:用于家具生产和室内装饰双面尺寸测量工作解决方案
这种的双端铣可以根据需要配置,以处理一系列不同的任务:角度切割,斜角切割,仿形,槽口,开槽,砂光和角加工。由于其强大的设计,低磨损技术和高水平的可用性,这台机器正是制造门、面板的正确选择。双端铣





数控铣床刀具的径向跳动怎么办?双端铣
刀具的径向跳动主要是由于径向切削力增加了径向跳动。因此,减小径向切削力是减小径向跳动的重要原理。以下方法可以用来减少径向跳动:
1、使用锋利的刀
刀具选择大的前角,使刀具更锋利,减少切削力和振动。为了减小主叶片表面弹性恢复层与工件过渡面之间的摩擦,选用大后角的刀具来减小振动。但是,刀具的前后角不能选择太大,否则会导致刀具的强度和冷却面积不足。因此,要根据具体情况选择不同的刀具前角和后角,可以采取较小的粗加工,但在精密加工中,为了减少刀具的径向跳动,应该做到较大,使刀具更加锋利。

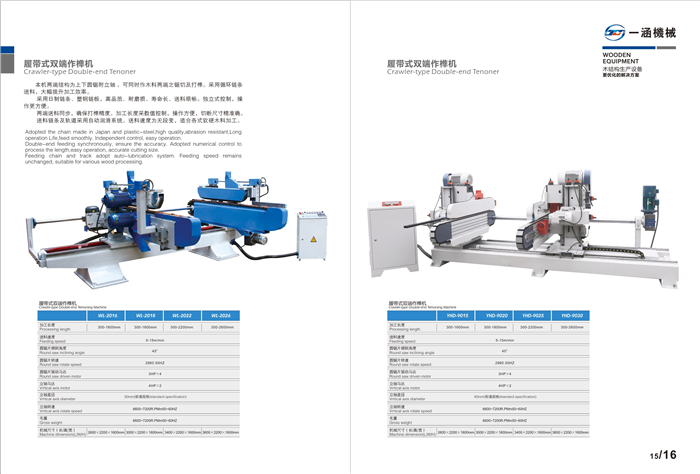
双端铣榫机的铣刀与电机
这两把铣刀可是很有学文的,好的铣刀每一把都是上千元,好得铣刀洗出来的榫头更加的圆滑,表面更加光洁,劣质的榫刀会导致榫头毛刺比较好别多,有可能开劈。一般合金刀具就是相应的好的,合金刀在光泽和重量上和普通的刀具有很一定的区别,合金刀的分量远比普通额刀具更加重。
说完刀,就说说电机和轴承,电机肯定还是伺服电机控制系统,基本上和单榫机是一样的,只不过双端开榫机的伺服电机需要的数量要大于单头的额开榫机,系统肯定也是在单头数控开榫机的基础上不断的延伸出来的,主要就是填数操作为基础。






 在线客服
在线客服 0757-22195090
0757-22195090 yihanjixie@163.com
yihanjixie@163.com


